What You Need to Know About Safety Relief Valves?
Safety relief valves are vital components in many industrial systems. Their primary function is to protect equipment and personnel from dangerous pressure buildup. Understanding how these valves work is crucial for safety and reliability.
A safety relief valve essentially opens to release excess pressure. When pressure exceeds a preset level, it activates automatically. This prevents catastrophic failures that can lead to accidents. Many professionals may overlook the importance of proper installation and maintenance. Neglecting these aspects can result in valve malfunction.
In addition to function, the choice of materials and design plays a significant role in performance. Factors such as temperature and fluid type are critical. Engineers need to consider these details when selecting a safety relief valve. A well-chosen valve can significantly enhance system safety. It is essential to stay informed and review best practices regularly. Continuous learning and reflection on standards can help prevent errors and enhance safety protocols in operations.
Overview of Safety Relief Valves and Their Functions
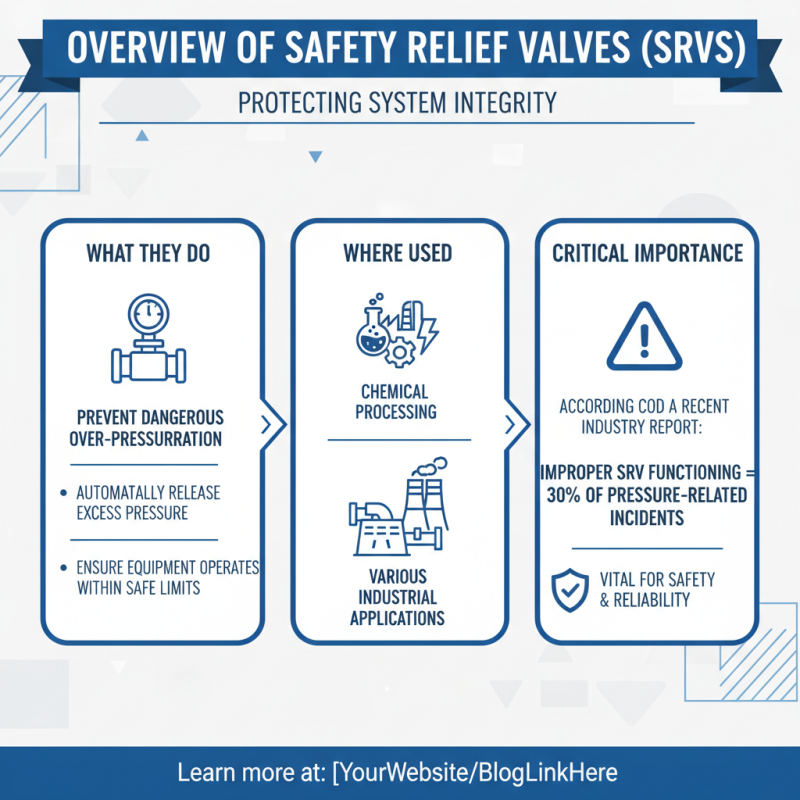
Safety relief valves (SRVs) play a vital role in maintaining system integrity. They prevent dangerous over-pressurization in various applications, including chemical processing and power generation. These valves automatically release excess pressure, ensuring that equipment operates within safe limits. According to a recent industry report, improper functioning of SRVs contributes to 30% of all pressure-related incidents.
In maintaining safe operations, understanding how SRVs function is essential. When pressure exceeds set limits, the valve opens to release built-up pressure. This mechanism protects against explosions and equipment failures. A report by the American Society of Mechanical Engineers (ASME) states that correctly sized and installed SRVs can prevent catastrophic failures effectively. Regular maintenance and testing are required for optimum performance, yet many facilities overlook this crucial aspect.
The importance of SRVs cannot be understated. They must be chosen based on the specific application and environmental conditions. Misalignment in performance specifications can lead to significant safety hazards. A study highlights that about 15% of SRVs fail to operate when needed, underscoring the need for periodic assessments and rigorous safety protocols. Understanding SRVs deeply helps prevent losses and enhances process safety.
Types of Safety Relief Valves Used in Various Industries
Safety relief valves are crucial in many industries. They are designed to prevent excess pressure from causing equipment failure or accidents. Different types of safety relief valves cater to specific needs across various applications. Understanding these types is essential for ensuring safety and compliance.
In the oil and gas industry, spring-loaded relief valves are common. They automatically open when pressure exceeds a set limit. This type is reliable and easy to maintain. Conversely, in the pharmaceutical industry, balanced bellows relief valves are preferred. They offer precise pressure control, ensuring product integrity. Some industries also utilize pilot-operated valves. These work with a separate control system, making them suitable for high-pressure applications.
Each type of valve has its strengths. However, the selection process can be challenging. Factors such as system pressure, temperature, and fluid type must be considered. Misunderstanding these criteria can lead to improper choices. Regular maintenance and testing of safety relief valves are vital. Neglecting these practices can have serious implications. It’s important to stay informed and regularly review industry standards to ensure optimal performance.
What You Need to Know About Safety Relief Valves? - Types of Safety Relief Valves Used in Various Industries
| Type of Safety Relief Valve |
Application |
Operating Pressure Range |
Typical Industries |
| Spring-Loaded Relief Valve |
Pressure Relief |
5 to 300 psi |
Oil & Gas, Chemical Processing |
| Pilot-Operated Relief Valve |
High Pressure/Application Specific |
Up to 2500 psi |
Power Generation, Refinery |
| Balanced Bellows Relief Valve |
Liquid and Gas Systems |
10 to 1000 psi |
Pharmaceuticals, Food Processing |
| Thermal Relief Valve |
Temperature Relief |
Varies by application |
Hydraulic Systems, LNG |
| Vacuum Relief Valve |
Preventing Vacuum Conditions |
Negative pressures |
Storage Tanks, Piping Systems |
Key Components and Mechanisms of Safety Relief Valves
Safety relief valves play a critical role in maintaining
system integrity under pressure. These valves are essential in various industries, including
oil and gas, chemical processing,
and power generation. According to a 2022 report
by the American Society of Mechanical Engineers (ASME), over 80% of industrial accidents stem from
pressure-related failures. This highlights the necessity of understanding their key components
and mechanisms.
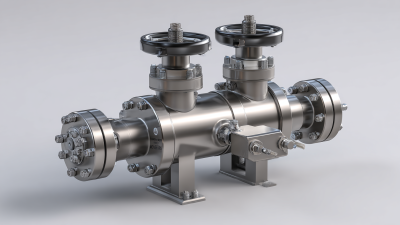
A typical safety relief valve consists of integral parts, such as the valve body, spring,
disc, and actuator. The spring determines the set pressure,
while the disc seals the valve when the system is stable. Upon reaching the set pressure, the actuator
overrides the spring force, allowing the disc to lift and relieve the excess pressure. The design must
ensure that the valve closes tightly once normal conditions are reinstated. However, improper
installation or lack of regular maintenance can lead to valve failure, which poses safety hazards.
Regular inspections are vital. A study by the National Board of Boiler and
Pressure Vessel Inspectors found that nearly 30% of safety valves failed during routine audits.
This statistic raises concerns about compliance and emphasizes the need for training personnel in proper
procedures. Understanding the mechanics and ensuring proper function can be the difference between
safety and disaster in pressure systems.
Importance of Proper Maintenance and Inspection Practices
Safety relief valves play a critical role in preventing overpressure situations in various systems. Regular maintenance and inspection are essential to ensure their reliability. According to the American Society of Mechanical Engineers (ASME), improper maintenance is a leading cause of valve failure. While manufacturers recommend annual inspections, many facilities neglect this standard. This oversight can lead to catastrophic failures.
During inspections, technicians should check for signs of wear, corrosion, and blockages. The National Board of Boiler and Pressure Vessel Inspectors reports that 25% of safety relief valve failures stem from debris obstructing their function. Simple tasks like cleaning can significantly extend a valve's lifespan. Yet, many users overlook these basic practices. It’s crucial to document each inspection to maintain a clear operational history.
The failure of a relief valve can have severe consequences. Data indicates that improper operation can lead to accidents, resulting in injuries or property damage. Regular training for staff on maintenance procedures is vital. Industry surveys reveal a knowledge gap among technicians, emphasizing the need for better educational resources. Addressing these issues not only enhances safety but also promotes a culture of accountability in maintenance practices.
Common Applications and Regulatory Standards for Safety Relief Valves
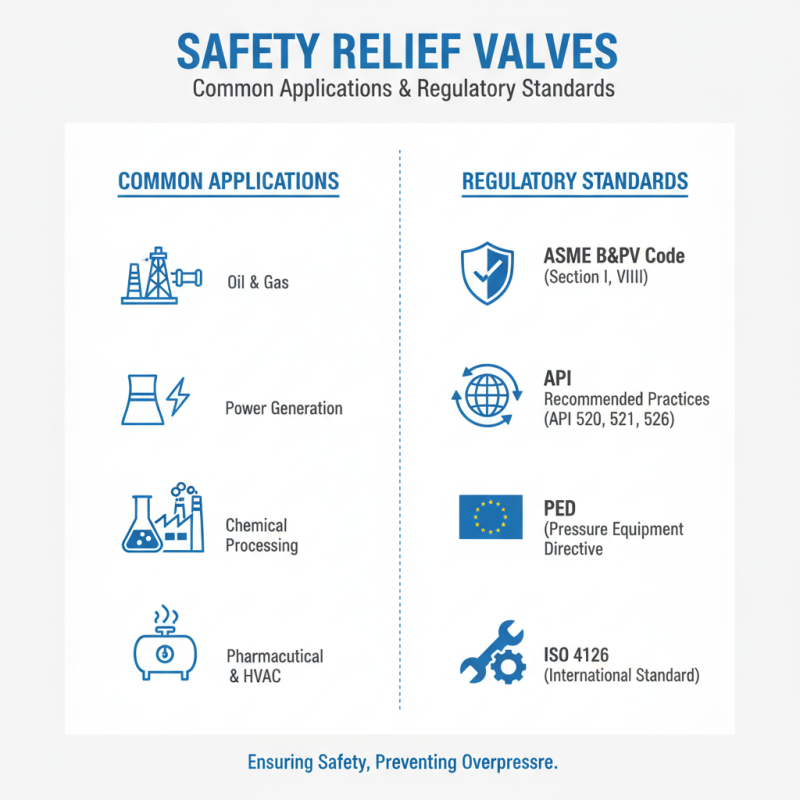
Safety relief valves are critical components in various industries. They ensure that equipment operates safely by preventing overpressure conditions. Understanding their common applications is essential for effective safety management.
These valves are commonly used in sectors such as oil and gas, chemical processing, and food production. According to the American National Standards Institute (ANSI), safety relief valves are required in systems where pressure can exceed safety limits. In oil refineries, for example, these valves can be vital. They prevent dangerous pressure buildups that may lead to catastrophic failures. The National Fire Protection Association (NFPA) notes that nearly 30% of industrial accidents relate to pressure systems.
Regulatory standards are essential in ensuring safety relief valves function reliably. The American Society of Mechanical Engineers (ASME) sets specific guidelines for design, testing, and maintenance. Compliance with these standards helps mitigate risks. However, not all facilities adhere strictly to these guidelines, which can lead to inadequate safety measures. Some industries report that over 25% of their safety valves are not properly maintained or tested. This can result in valve failure during critical situations, revealing a need for improved safety protocols and regular inspections in many settings.